КБ, службы и управление
Головное конструкторское бюро (ГКБ) ОАО «Тяжмехпресс» насчитывает свыше 100 высококвалифицированных специалистов, которые в полном объеме обеспечивают проектирование, расчеты, экспериментальные исследования и испытания создаваемого на предприятии кузнечно-прессового оборудования.
|
 Ведущие конструкторы выполняют техническую подготовку контрактов и принимают участие в отладке и сдаче заказчику под ключ прессов и автоматизированных комплексов и линий на их базе, — Ведущие конструкторы выполняют техническую подготовку контрактов и принимают участие в отладке и сдаче заказчику под ключ прессов и автоматизированных комплексов и линий на их базе, —
«По желанию заказчика для производства штампуемых деталей мы осуществляем полный цикл проектных работ»
В этих случаях разрабатываются планировки линий и проектная документация на фундаменты для монтажа оборудования.
 Проектные работы включают — оптимизацию технологического процесса, разработку инструмента, комплектование как вспомогательным оборудованием, так и средствами автоматизации и диагностики. Проектные работы включают — оптимизацию технологического процесса, разработку инструмента, комплектование как вспомогательным оборудованием, так и средствами автоматизации и диагностики.
|
|
 Наиболее значимые технические разработки дважды удостаивались Государственных премий – СССР в 1984 году и России в 2004 году. Наиболее значимые технические разработки дважды удостаивались Государственных премий – СССР в 1984 году и России в 2004 году.
Принципиальные технические решения защищены патентами на изобретения, так в последние 10 лет получено 28 патентов.
Конструкторская и научно-исследовательская деятельность специалистов ГКБ находит отражение в регулярных публикациях в ведущих специализированных изданиях России, в материалах отечественных и зарубежных машиностроительных выставок и семинаров.
|
Сварочное производство
Позволяет обеспечить выпуск длинномерных грузоподъемных, строительных и других металлоконструкций длиной до 35 м, весом до 60 т, изготавливать емкостное оборудование длиной до 20 м и диаметром до 5 м, а также сосуды, работающие под давлением.
|
Заготовительный участок

 |
На листогибочной машине фирмы «DAVI» производится вальцовка обечаек больших толщин и больших диаметров. |
- газовая резка листового проката из углеродистых и низколегированных сталей толщиной от 4 до 260 мм на машинах с ЧПУ;
- плазменная резка листового проката из низкоуглеродистых сталей толщиной от 0,5 до 38 мм
- резка на гильотинных ножницах металла толщиной от 1 до 14 мм и длиной до 3100 мм;
- резка на ленточно-пильном станке фирмы «DOALL» профильного проката;
- гибка;
- правка.
|
|
Сборочно-сварочный участок
- автоматическая сварка под слоем флюса конструкций весом до 160 т;
- полуавтоматическая сварка в углекислой среде;
- сборка;
- электрошлаковая сварка сварных соединений толщиной до 400 мм;
- отжиг сварных конструкций для снятия внутренних напряжений;
- вибростабилизация для длинномерных деталей весом до 25 т;
- дробеструйная очистка сварных конструкций от ржавчины и окалины.
|
|
Резка заготовок
|
Тип
|
Толщина металла
|
Габаритный размер
|
|
Газопламенная
— на газорезательных машинах с ЧПУ
— на полуавтомате двухсторонних фасок
— ручным резаком труб
|
4—250 мм
4 мм
|
до 7 м
|
| Плазменная |
0,5 - 38 мм |
2 500 х 8 000 мм |
|
Механическая
— резка заготовок на гильотинных ножницах
— вырубка заготовок на виброножницах
|
1,2 — 14 мм
1 — 4 мм
|
3150 мм
 80- 1200 мм 80- 1200 мм
|
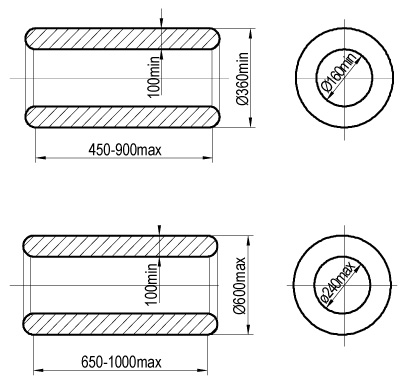
Вальцовка заготовок
|
Тип
|
Размеры
|
|
из листа
|
при толщине листа:
|
|
1—16 мм:
длина обечаек до 2000 мм
|
более 16 мм:
по табл. техн. возможн.
|
до 3 мм:
min=120 мм, L=900 мм
|
5—16 мм:
min=400 мм, L=2000 мм
|
|
из уголка полкой внутрь и наружу
|
28 28, Rmin=350 мм 28, Rmin=350 мм
|
7070, Rmin=500 мм
|
|
из швеллера
|
N14, Rmin=380 мм
|
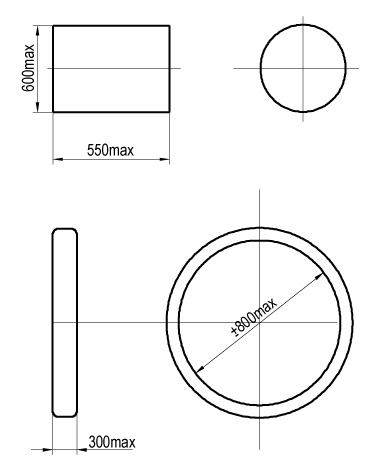
Вальцовка заготовок на листогибочной машине фирмы «DAVI»
при диаметре верхнего валка 600 мм
|
Ширина листа, мм
|
1,1 верхнего валка
|
1,5 верхнего валка
|
3 верхнего валка
|
5 верхнего валка
|
10 верхнего валка
|
|
Внутренний диаметр, мм
|
|
660
|
900
|
1800
|
3000
|
6000
|
|
450
|
90
|
99
|
118
|
129
|
140
|
|
600
|
81
|
90
|
107
|
116
|
125
|
|
750
|
76
|
83
|
98
|
107
|
116
|
|
900
|
70
|
78
|
92
|
101
|
109
|
|
1050
|
67
|
74
|
87
|
96
|
103
|
|
1200
|
63
|
70
|
81
|
92
|
99
|
|
1350
|
61
|
67
|
74
|
89
|
96
|
|
1500
|
59
|
61
|
68
|
85
|
92
|
|
1650
|
56
|
57
|
63
|
83
|
90
|
|
1800
|
52
|
54
|
59
|
81
|
89
|
|
1950
|
48
|
52
|
57
|
78
|
87
|
|
2100
|
46
|
50
|
54
|
76
|
83
|
|
2250
|
45
|
48
|
52
|
72
|
83
|
|
2400
|
45
|
46
|
52
|
70
|
81
|
|
2550
|
43
|
45
|
50
|
68
|
79
|
|
2700
|
43
|
45
|
50
|
67
|
76
|
|
2850
|
41
|
43
|
48
|
67
|
74
|
|
3000
|
41
|
43
|
48
|
65
|
72
|
| |
Толщина листа, мм
|
при диаметре верхнего валка 800 мм
|
Ширина листа, мм
|
1,1 верхнего валка
|
1,5 верхнего валка
|
3 верхнего валка
|
5 верхнего валка
|
10 верхнего валка
|
|
Внутренний диаметр, мм
|
|
880
|
1200
|
2400
|
4000
|
8000
|
|
450
|
150
|
163
|
193
|
210
|
220
|
|
600
|
133
|
148
|
173
|
190
|
205
|
|
750
|
123
|
135
|
160
|
175
|
190
|
|
900
|
115
|
128
|
150
|
165
|
180
|
|
1050
|
110
|
120
|
143
|
158
|
170
|
|
1200
|
105
|
115
|
138
|
150
|
165
|
|
1350
|
103
|
113
|
133
|
145
|
158
|
|
1500
|
98
|
108
|
128
|
140
|
153
|
|
1650
|
95
|
105
|
125
|
138
|
150
|
|
1800
|
93
|
103
|
123
|
135
|
145
|
|
1950
|
90
|
100
|
120
|
130
|
143
|
|
2100
|
90
|
98
|
118
|
128
|
140
|
|
2250
|
88
|
98
|
115
|
128
|
138
|
|
2400
|
85
|
95
|
113
|
123
|
135
|
|
2550
|
83
|
93
|
110
|
120
|
130
|
|
2700
|
80
|
90
|
108
|
118
|
128
|
|
2850
|
80
|
88
|
105
|
115
|
125
|
|
3000
|
78
|
85
|
103
|
113
|
123
|
| |
Толщина листа, мм
|
Ультразвуковая очистка труб
|
|
Длина труб
|
Вес труб
|
|
300 мм и более
|
до 2500 мм
|
до 500 кг
|
Травление деталей из труб
|
Габариты ванны
|
Высота электролита
|
|
70010002900 мм
|
600 мм
|
Гальванопокрытия
|
Тип
|
Размер детали
|
Вес детали
|
|
Оксидирование
|
max 1800600600 мм
|
-
|
|
Хромирование
— наружных поверхностей
— внутренних поверхностей
|
max 130 мм х 2000 мм
450 мм х 415 мм
от 50 мм х 600 мм
до 800 мм х 270 мм
|
-
|
|
Кадмирование (колокольная ванна)
|
-
|
до 0,1 кг
|
|
Лужение (колокольная ванна)
|
-
|
до 0,1 кг
|
Литейное производство
 Мощности литейного производства позволяют изготавливать чугунные отливки массой до 30 т и габаритами 3500x2000x2000 мм, бронзовые отливки массой до 2,5 т и габаритами 1600x1600x600 мм. Мощности литейного производства позволяют изготавливать чугунные отливки массой до 30 т и габаритами 3500x2000x2000 мм, бронзовые отливки массой до 2,5 т и габаритами 1600x1600x600 мм.
|
 Объем производства чугунного литья составляет 7000 т в месяц, бронзового — 30 т в месяц. Объем производства чугунного литья составляет 7000 т в месяц, бронзового — 30 т в месяц.
 Потребность в модельной оснастке из дерева и металла удовлетворяется собственными возможностями. Потребность в модельной оснастке из дерева и металла удовлетворяется собственными возможностями.
|
|
«Перечень производимой продукции составляет более 1000 наименований»
Для отливок из бронзы используется технология центробежным способом и в кокиль.
|
Литьё
|
Тип
|
Марка
|
Масса отливок
|
Габариты отливок
|
|
Чугунное
кокиль, земля
|
Серый чугун по ГОСТ 1412—85
Сч 20; Сч 25; Сч 25 легированный
Вч 45; Вч 50
|
до 30000 кг
|
до 350020002000 мм
|
|
Бронзовое
|
Бр. 010. Ф1 ГОСТ 613—79
Бр. 05 Ц5 С5 ГОСТ 613—79
Бр. А9 Ж3 Х ГОСТ 493—79
|
до 2500 кг
|
до 1600 мм, Н=600 мм
|
Кузнечное производство
 Позволяет обеспечить выпуск поковок массой до 100 кг из проката и до 3000 кг из слитков, при этом применяются углеродистые и легированные марки сталей. Позволяет обеспечить выпуск поковок массой до 100 кг из проката и до 3000 кг из слитков, при этом применяются углеродистые и легированные марки сталей.
|
Типы выпускаемых поковок: валы, оси, штанги, брусья, плиты, бандажи, втулки, шестерни, цилиндры, диски и др.
Кузнечное производство имеет также возможности производить навивку пружин из проволоки диаметром до 28 мм.
|
|
 Производится термическая обработка деталей: отжиг, нормализация, улучшение, закалка, азотирование. Производится термическая обработка деталей: отжиг, нормализация, улучшение, закалка, азотирование.
|
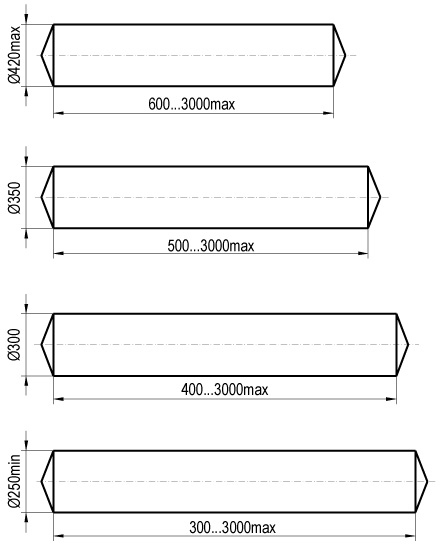
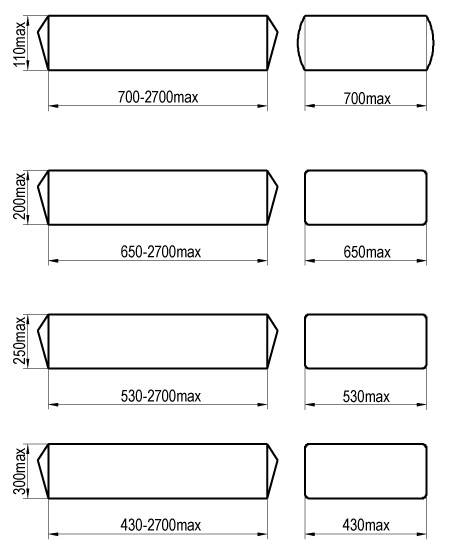
Изготовление поковок из проката (до 100 кг) и слитков
|
Тип поковок
|
Масса поковки
|
Марка стали
|
|
 Валы, оси, штанги Валы, оси, штанги
|
до 3000 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН
|
|
 Брусья Брусья
|
до 3000 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН
|
|
 Плиты Плиты
|
до 3000 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН; Ст5ХНМ
|
|
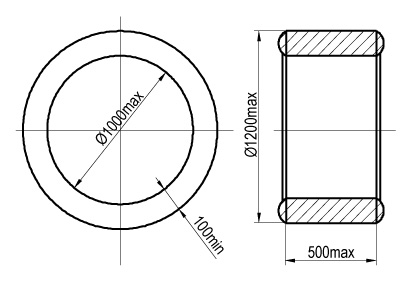
 Бандажи, втулки Бандажи, втулки
|
-
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН
|
|
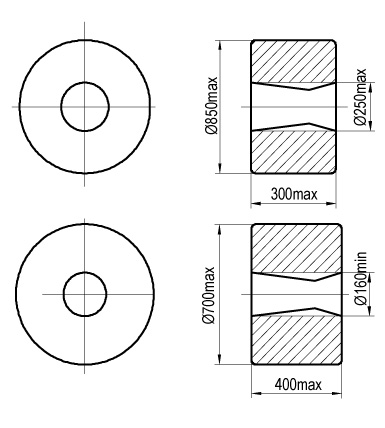
 Шестерни, втулки, цилиндры Шестерни, втулки, цилиндры
|
до 1200 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН
|
|
 Вал-шестерня Вал-шестерня
|
до 2850 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН
|
|
 Цилиндры Цилиндры
|
до 1200 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН
|
|
 Диски Диски
|
до 1200 кг
|
Ст20; Ст35; Ст45; Ст40Х; Ст40ХН; Ст5ХНМ
|
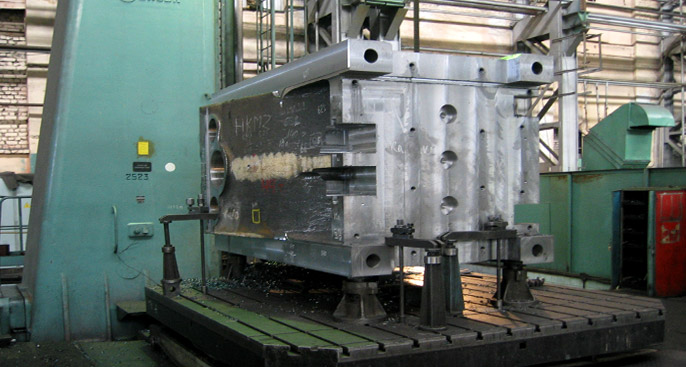
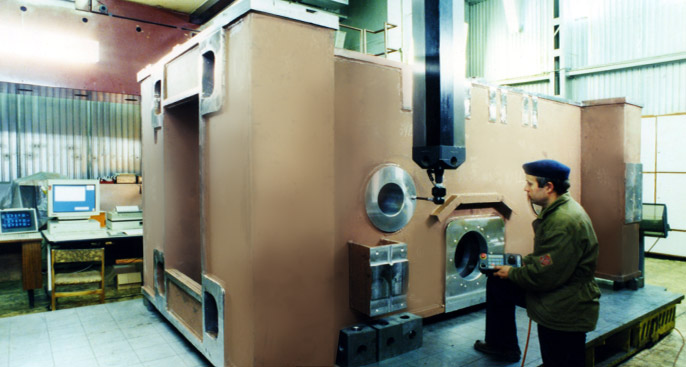
Механообрабатывающее производство
Располагает уникальным станочным парком, позволяющим обеспечить обработку с высокой точностью многотонных деталей (до 200 т), имеющих значительные размеры.
|
 Горизонтально-расточные станки фирмы «SKODA» с диаметром шпинделя от 160 до 320 мм. Горизонтально-расточные станки фирмы «SKODA» с диаметром шпинделя от 160 до 320 мм.
 Продольно-фрезерно-расточные станки фирмы «LINE» с размерами стола до 4500x16000 мм. Продольно-фрезерно-расточные станки фирмы «LINE» с размерами стола до 4500x16000 мм.
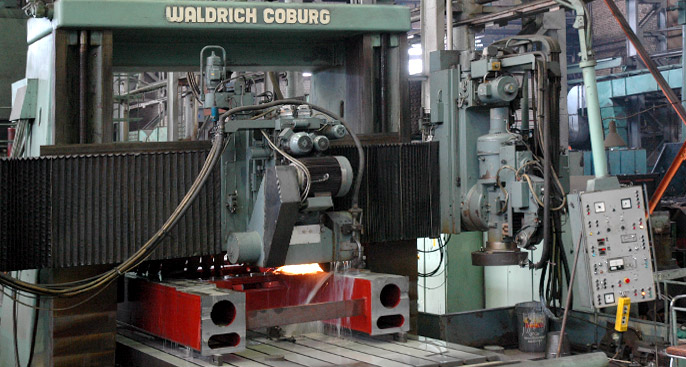
 Продольно-шлифовальные станки фирмы «COBURG» с размерами стола до 2200x6000 мм. Продольно-шлифовальные станки фирмы «COBURG» с размерами стола до 2200x6000 мм.
 Координатно-измерительная машина «LAMBDA», позволяет совершать высокоточные измерения ответственных деталей. Координатно-измерительная машина «LAMBDA», позволяет совершать высокоточные измерения ответственных деталей.
|
|
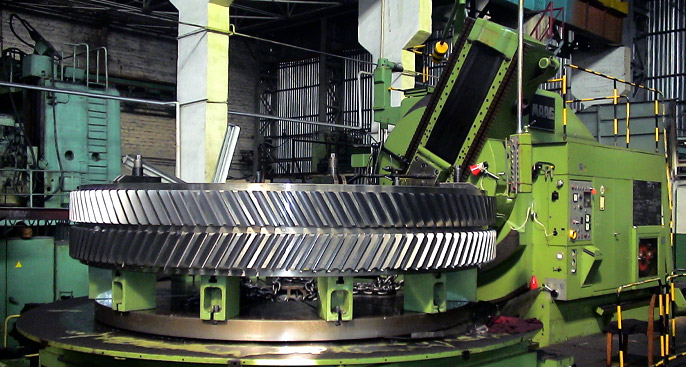
 Высокоточное зуборезное оборудование швейцарской фирмы «MAAG» с последующей закалкой зубьев ТВЧ. Высокоточное зуборезное оборудование швейцарской фирмы «MAAG» с последующей закалкой зубьев ТВЧ.
 Карусельные станки с ЧПУ фирмы «BERTHIEZ» с диаметром планшайбы от 2500 до 4000 мм для обработки эксцентриковых колес. Карусельные станки с ЧПУ фирмы «BERTHIEZ» с диаметром планшайбы от 2500 до 4000 мм для обработки эксцентриковых колес.
Круглошлифовальные станки с габаритами диаметра до l300x6000 мм.
Станки типа «обрабатывающий центр» с размерами стола до 4200x16000 мм.
|
|
Детали
|
Вес детали
|
Габариты детали
|
Станки
|
|
Мелкие, средние и тяжелые сварные корпусные
|
до 120 т
|
1600042004000 мм
|
Расточные станки:
ф. «Шкода» с диаметром шпинделя до 160—320 мм (НС-157Ф2),
Новосибирского станкозавода с диаметром шпинделя 320 мм (НС-61 и 2А680).
Продольно-фрезерных станков фирмы «Line» (SL—250; SL—236; SV—236).
Продольно-шлифовальных с размерами стола до 22006000 ф. «Кобург» (40—15S).
Станков типа «обрабатывающий центр» с размерами стола до 420016000 мм.
|
|
Тел вращения
|
до 160 т
|
250016000 мм
125016000 мм
|
Токарно-винторезные станки (КЖ 16.136.02Ф2).
Круглошлифовальные станки с габаритами диаметра ll006000 мм (ХШ 130).
|
|
Типа тел вращения: эксцентриковые колеса, маховики, диски
|
до 20 т
|
до 6300 мм
|
ТДМ-400; 1540; ВМ 3888 и др.
|
|
Шлифовка внутренних отверстий цилиндров
|
-
|
от 300 до 900 мм длина до 1500 мм
|
|
Зубчатых передач
|
-
|
-
|
Высокоточное зуборезное оборудование швейцарской фирмы MAAG с последующей закалкой зубьев ТВЧ.
|
Номенклатура обрабатываемых деталей
|
Детали
|
Размеры
|
|
Вал-шестерни с прямым, косым и шевронным зубом модулем до 36 мм
|
длина до 4000 мм
500 мм
|
|
Колеса и шестерни с прямым, косым и шевронным зубом модулем до 36 мм
|
до 5000 мм
ширина обода до 500 мм
|
|
С внутренним зубом модулем до 10 мм
|
длина зуба до 160 мм
венца до 2000 мм
|
|
Валы шлицевые от 62630 мм до10145160 мм
|
длина вала до 3500 мм
|
|
Конические колеса и шестерни:
— с прямым зубом модулем до 10 мм
— с круговым зубом модулем до 16 мм
|
до 500 мм
до 800 мм
|
|
Звездочки
|
без ограничения по шагу
|
|
Червячных передач
|
|
Сборочное производство
Располагает производственными помещениями с шириной пролетов до 30 м, высотой до кранов 21 м и стендовыми ямами глубиной 6 м, оснащенными мостовыми кранами грузоподъемностью до 320 т.
- сборка и монтаж механических узлов;
- сборка электро-, гидро- и пневмооборудования;
- сборка неподвижных соединений с термовоздействием (нагрев -охлаждение);
- охлаждение деталей под запрессовку в среде жидкого азота, запрессовка деталей.
Инструментальное производство
Вагоно-колесные мастерские
|
|
Инструментальное производство
Вагоно-колесные мастерские
|